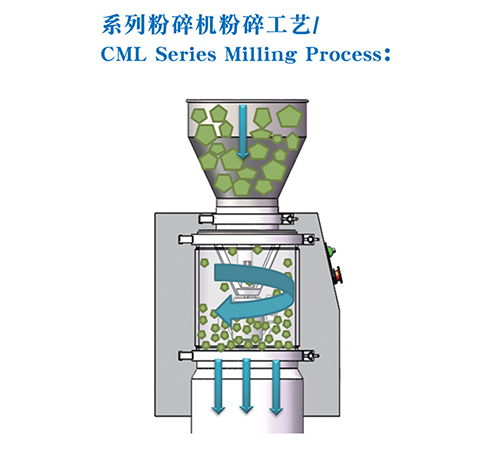
ਕੋਨ ਮਿਲਿੰਗ
ਕੋਨ ਮਿੱਲਾਂ, ਜਾਂ ਕੋਨੀਕਲ ਸਕਰੀਨ ਮਿੱਲਾਂ, ਇੱਕ ਸਮਾਨ ਢੰਗ ਨਾਲ ਫਾਰਮਾਸਿਊਟੀਕਲ ਸਮੱਗਰੀ ਦੇ ਆਕਾਰ ਨੂੰ ਘਟਾਉਣ ਲਈ ਰਵਾਇਤੀ ਤੌਰ 'ਤੇ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਹਨ। ਹਾਲਾਂਕਿ, ਇਹਨਾਂ ਦੀ ਵਰਤੋਂ ਮਿਕਸਿੰਗ, ਸਿਵਿੰਗ ਅਤੇ ਫੈਲਾਉਣ ਲਈ ਵੀ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਉਹ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਵਿੱਚ ਆਉਂਦੇ ਹਨ, ਜਿਸ ਵਿੱਚ ਵੱਡੇ ਫਾਰਮਾਸਿਊਟੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਕਾਰਜਾਂ ਲਈ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਟੇਬਲਟੌਪ ਲੈਬਾਰਟਰੀ ਡਿਵਾਈਸਾਂ ਤੋਂ ਲੈ ਕੇ ਪੂਰੇ ਪੈਮਾਨੇ, ਉੱਚ-ਸਮਰੱਥਾ ਵਾਲੀਆਂ ਮਸ਼ੀਨਾਂ ਸ਼ਾਮਲ ਹਨ।
ਜਦੋਂ ਕਿ ਕੋਨ ਮਿੱਲਾਂ ਦੀ ਵਰਤੋਂ ਵੱਖੋ-ਵੱਖਰੀ ਹੁੰਦੀ ਹੈ, ਫਾਰਮਾਸਿਊਟੀਕਲ ਵਿੱਚ ਇਹਨਾਂ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੇ ਰੁਝਾਨ ਵਿੱਚ ਉਤਪਾਦਨ ਦੌਰਾਨ ਸੁੱਕੀਆਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਡੀ-ਲੰਪ ਕਰਨਾ ਸ਼ਾਮਲ ਹੈ; ਸੁੱਕਣ ਤੋਂ ਪਹਿਲਾਂ ਗਿੱਲੇ ਦਾਣੇਦਾਰ ਕਣਾਂ ਦਾ ਆਕਾਰ ਦੇਣਾ; ਅਤੇ ਸੁੱਕੇ ਦਾਣੇਦਾਰ ਕਣਾਂ ਨੂੰ ਸੁੱਕਣ ਤੋਂ ਬਾਅਦ ਅਤੇ ਟੈਬਲੇਟ ਲਗਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਆਕਾਰ ਦੇਣਾ।
ਹੋਰ ਮਿਲਿੰਗ ਤਕਨੀਕਾਂ ਦੇ ਮੁਕਾਬਲੇ, ਕੋਨ ਮਿੱਲ ਫਾਰਮਾਸਿਊਟੀਕਲ ਨਿਰਮਾਤਾਵਾਂ ਨੂੰ ਹੋਰ ਖਾਸ ਫਾਇਦੇ ਵੀ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ। ਇਹਨਾਂ ਲਾਭਾਂ ਵਿੱਚ ਘੱਟ ਸ਼ੋਰ, ਵਧੇਰੇ ਇਕਸਾਰ ਕਣਾਂ ਦਾ ਆਕਾਰ, ਡਿਜ਼ਾਈਨ ਲਚਕਤਾ ਅਤੇ ਉੱਚ ਸਮਰੱਥਾ ਸ਼ਾਮਲ ਹੈ।
ਅੱਜ ਮਾਰਕੀਟ ਵਿੱਚ ਸਭ ਤੋਂ ਨਵੀਨਤਾਕਾਰੀ ਮਿਲਿੰਗ ਤਕਨਾਲੋਜੀ ਵਧੇਰੇ ਥ੍ਰੁਪੁੱਟ ਅਤੇ ਉਤਪਾਦ ਆਕਾਰ ਦੀ ਵੰਡ ਦੀ ਪੇਸ਼ਕਸ਼ ਕਰਦੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਉਹ ਵੇਰੀਏਬਲ ਸਿਈਵੀ (ਸਕ੍ਰੀਨ) ਅਤੇ ਇੰਪੈਲਰ ਵਿਕਲਪਾਂ ਦੇ ਨਾਲ ਉਪਲਬਧ ਹਨ। ਜਦੋਂ ਘੱਟ-ਘਣਤਾ ਵਾਲੀ ਸਮੱਗਰੀ ਨਾਲ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਇੱਕ ਸਿਈਵੀ ਸਿੱਧੀ ਬਾਰਾਂ ਨਾਲ ਤਿਆਰ ਕੀਤੀਆਂ ਮਿੱਲਾਂ ਦੇ ਮੁਕਾਬਲੇ 50 ਪ੍ਰਤੀਸ਼ਤ ਤੋਂ ਵੱਧ ਥ੍ਰੋਪੁੱਟ ਵਧਾ ਸਕਦੀ ਹੈ। ਕੁਝ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਉਪਭੋਗਤਾਵਾਂ ਨੇ ਪ੍ਰਤੀ ਘੰਟਾ 3 ਟਨ ਤੱਕ ਦੀ ਯੂਨਿਟ ਉਤਪਾਦਨ ਸਮਰੱਥਾ ਪ੍ਰਾਪਤ ਕੀਤੀ ਹੈ।
ਧੂੜ-ਮੁਕਤ ਕੋਨ ਮਿਲਿੰਗ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨਾ
ਇਹ ਚੰਗੀ ਤਰ੍ਹਾਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ ਕਿ ਮਿਲਿੰਗ ਧੂੜ ਪੈਦਾ ਕਰਦੀ ਹੈ, ਜੋ ਕਿ ਓਪਰੇਟਰਾਂ ਅਤੇ ਫਾਰਮਾਸਿਊਟੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਵਾਤਾਵਰਣ ਲਈ ਖਾਸ ਤੌਰ 'ਤੇ ਖਤਰਨਾਕ ਹੋ ਸਕਦੀ ਹੈ ਜੇਕਰ ਧੂੜ ਸ਼ਾਮਲ ਨਹੀਂ ਹੈ। ਧੂੜ ਦੀ ਰੋਕਥਾਮ ਲਈ ਕਈ ਤਰੀਕੇ ਉਪਲਬਧ ਹਨ।
ਬਿਨ-ਟੂ-ਬਿਨ ਮਿਲਿੰਗ ਇੱਕ ਪੂਰੀ ਤਰ੍ਹਾਂ ਇਨ-ਲਾਈਨ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਕੋਨ ਮਿੱਲ ਦੁਆਰਾ ਸਮੱਗਰੀ ਨੂੰ ਖੁਆਉਣ ਲਈ ਗੰਭੀਰਤਾ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ। ਟੈਕਨੀਸ਼ੀਅਨ ਮਿੱਲ ਦੇ ਹੇਠਾਂ ਇੱਕ ਬਿਨ ਰੱਖਦੇ ਹਨ, ਅਤੇ ਮਿੱਲ ਦੇ ਉੱਪਰ ਸਿੱਧਾ ਰੱਖਿਆ ਇੱਕ ਡੱਬਾ ਮਿੱਲ ਵਿੱਚ ਸਮੱਗਰੀ ਛੱਡਦਾ ਹੈ। ਗ੍ਰੈਵਿਟੀ ਸਮੱਗਰੀ ਨੂੰ ਮਿਲਿੰਗ ਤੋਂ ਬਾਅਦ ਸਿੱਧੇ ਹੇਠਲੇ ਕੰਟੇਨਰ ਵਿੱਚ ਜਾਣ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ। ਇਹ ਉਤਪਾਦ ਨੂੰ ਸ਼ੁਰੂ ਤੋਂ ਲੈ ਕੇ ਅੰਤ ਤੱਕ ਰੱਖਦਾ ਹੈ, ਅਤੇ ਨਾਲ ਹੀ ਮਿਲਿੰਗ ਤੋਂ ਬਾਅਦ ਸਮੱਗਰੀ ਨੂੰ ਟ੍ਰਾਂਸਫਰ ਕਰਨਾ ਆਸਾਨ ਬਣਾਉਂਦਾ ਹੈ।
ਇੱਕ ਹੋਰ ਤਰੀਕਾ ਵੈਕਿਊਮ ਟ੍ਰਾਂਸਫਰ ਹੈ, ਜੋ ਕਿ ਇੱਕ ਇਨ-ਲਾਈਨ ਪ੍ਰਕਿਰਿਆ ਵੀ ਹੈ। ਇਸ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਧੂੜ ਹੁੰਦੀ ਹੈ ਅਤੇ ਗਾਹਕਾਂ ਨੂੰ ਉੱਚ ਕੁਸ਼ਲਤਾ ਅਤੇ ਲਾਗਤ ਬਚਤ ਪ੍ਰਾਪਤ ਕਰਨ ਵਿੱਚ ਮਦਦ ਕਰਨ ਲਈ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਸਵੈਚਾਲਿਤ ਵੀ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਇਨ-ਲਾਈਨ ਵੈਕਿਊਮ ਟ੍ਰਾਂਸਫਰ ਸਿਸਟਮ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ, ਤਕਨੀਸ਼ੀਅਨ ਕੋਨ ਦੇ ਚੁਟ ਰਾਹੀਂ ਸਮੱਗਰੀ ਨੂੰ ਫੀਡ ਕਰ ਸਕਦੇ ਹਨ ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਆਪਣੇ ਆਪ ਮਿੱਲ ਦੇ ਆਊਟਲੈਟ ਤੋਂ ਖਿੱਚ ਸਕਦੇ ਹਨ। ਇਸ ਤਰ੍ਹਾਂ, ਸ਼ੁਰੂ ਤੋਂ ਅੰਤ ਤੱਕ, ਪ੍ਰਕਿਰਿਆ ਪੂਰੀ ਤਰ੍ਹਾਂ ਨਾਲ ਨੱਥੀ ਹੈ.
ਅੰਤ ਵਿੱਚ, ਮਿਲਿੰਗ ਦੌਰਾਨ ਬਾਰੀਕ ਪਾਊਡਰ ਰੱਖਣ ਲਈ ਆਈਸੋਲਟਰ ਮਿਲਿੰਗ ਦੀ ਸਿਫਾਰਸ਼ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਸ ਵਿਧੀ ਨਾਲ, ਕੋਨ ਮਿੱਲ ਇੱਕ ਕੰਧ ਫਿਕਸਿੰਗ ਫਲੈਂਜ ਦੁਆਰਾ ਇੱਕ ਆਈਸੋਲਟਰ ਨਾਲ ਏਕੀਕ੍ਰਿਤ ਹੋ ਜਾਂਦੀ ਹੈ। ਕੋਨ ਮਿੱਲ ਦੀ ਫਲੈਂਜ ਅਤੇ ਕੌਨਫਿਗਰੇਸ਼ਨ ਕੋਨ ਮਿੱਲ ਦੇ ਸਿਰ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਖੇਤਰ ਦੁਆਰਾ ਭੌਤਿਕ ਵੰਡ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ ਜੋ ਆਈਸੋਲਟਰ ਤੋਂ ਬਾਹਰ ਹੈ। ਇਹ ਸੰਰਚਨਾ ਦਸਤਾਨੇ ਦੇ ਡੱਬੇ ਦੇ ਜ਼ਰੀਏ ਆਈਸੋਲਟਰ ਦੇ ਅੰਦਰ ਕਿਸੇ ਵੀ ਸਫਾਈ ਦੀ ਆਗਿਆ ਦਿੰਦੀ ਹੈ। ਇਹ ਧੂੜ ਦੇ ਐਕਸਪੋਜਰ ਦੇ ਜੋਖਮ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ ਅਤੇ ਪ੍ਰੋਸੈਸਿੰਗ ਲਾਈਨ ਦੇ ਦੂਜੇ ਖੇਤਰਾਂ ਵਿੱਚ ਧੂੜ ਦੇ ਟ੍ਰਾਂਸਫਰ ਨੂੰ ਰੋਕਦਾ ਹੈ।
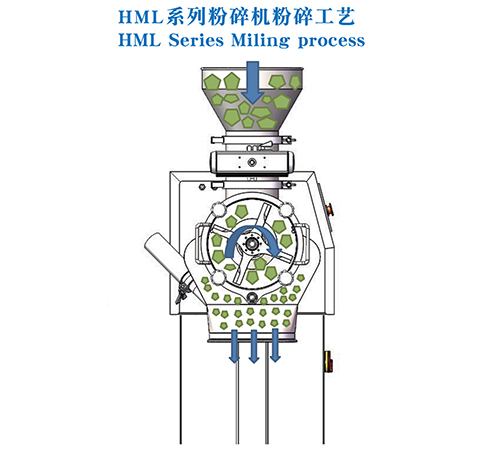
ਹੈਮਰ ਮਿਲਿੰਗ
ਹੈਮਰ ਮਿੱਲਾਂ, ਜਿਨ੍ਹਾਂ ਨੂੰ ਕੁਝ ਫਾਰਮਾਸਿਊਟੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਨਿਰਮਾਤਾਵਾਂ ਦੁਆਰਾ ਟਰਬੋ ਮਿੱਲ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਖੋਜ ਅਤੇ ਉਤਪਾਦ ਵਿਕਾਸ ਦੇ ਨਾਲ-ਨਾਲ ਨਿਰੰਤਰ ਜਾਂ ਬੈਚ ਉਤਪਾਦਨ ਲਈ ਢੁਕਵਾਂ ਹੁੰਦੀਆਂ ਹਨ। ਉਹਨਾਂ ਨੂੰ ਅਕਸਰ ਉਹਨਾਂ ਮਾਮਲਿਆਂ ਵਿੱਚ ਨਿਯੁਕਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਜਿੱਥੇ ਡਰੱਗ ਡਿਵੈਲਪਰਾਂ ਨੂੰ ਔਖਾ-ਤੋਂ-ਮਿਲ API ਅਤੇ ਹੋਰ ਪਦਾਰਥਾਂ ਦੀ ਸ਼ੁੱਧਤਾ ਕਣ ਘਟਾਉਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਹੈਮਰ ਮਿੱਲਾਂ ਨੂੰ ਸੁਧਾਰ ਲਈ ਪਾਊਡਰ ਵਿੱਚ ਪੀਸ ਕੇ ਟੁੱਟੀਆਂ ਗੋਲੀਆਂ ਨੂੰ ਮੁੜ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਉਦਾਹਰਨ ਲਈ, ਜਾਂਚ ਕਰਨ 'ਤੇ, ਕੁਝ ਨਿਰਮਿਤ ਗੋਲੀਆਂ ਕਈ ਕਾਰਨਾਂ ਕਰਕੇ ਗਾਹਕ ਦੇ ਮਾਪਦੰਡਾਂ ਦੇ ਅਨੁਸਾਰ ਨਹੀਂ ਹੋ ਸਕਦੀਆਂ ਹਨ: ਗਲਤ ਕਠੋਰਤਾ, ਮਾੜੀ ਦਿੱਖ, ਅਤੇ ਜ਼ਿਆਦਾ ਭਾਰ ਜਾਂ ਘੱਟ ਵਜ਼ਨ। ਉਹਨਾਂ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਨਿਰਮਾਤਾ ਸਮੱਗਰੀ ਨੂੰ ਨੁਕਸਾਨ ਚੁੱਕਣ ਦੀ ਬਜਾਏ ਗੋਲੀਆਂ ਨੂੰ ਉਹਨਾਂ ਦੇ ਪਾਊਡਰ ਦੇ ਰੂਪ ਵਿੱਚ ਵਾਪਸ ਮਿਲਾਉਣਾ ਚੁਣ ਸਕਦਾ ਹੈ। ਗੋਲੀਆਂ ਨੂੰ ਦੁਬਾਰਾ ਮਿਲਾਉਣਾ ਅਤੇ ਉਹਨਾਂ ਨੂੰ ਦੁਬਾਰਾ ਉਤਪਾਦਨ ਵਿੱਚ ਪੇਸ਼ ਕਰਨਾ ਅੰਤ ਵਿੱਚ ਰਹਿੰਦ-ਖੂੰਹਦ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ ਅਤੇ ਉਤਪਾਦਕਤਾ ਵਧਾਉਂਦਾ ਹੈ। ਲਗਭਗ ਸਾਰੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ ਜਿੱਥੇ ਗੋਲੀਆਂ ਦਾ ਇੱਕ ਸਮੂਹ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਪੂਰਾ ਨਹੀਂ ਕਰਦਾ ਹੈ, ਨਿਰਮਾਤਾ ਇਸ ਮੁੱਦੇ ਨੂੰ ਦੂਰ ਕਰਨ ਲਈ ਇੱਕ ਹਥੌੜੇ ਮਿੱਲ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੇ ਹਨ।
ਹੈਮਰ ਮਿੱਲਾਂ 1,500 ਕਿਲੋਗ੍ਰਾਮ ਪ੍ਰਤੀ ਘੰਟਾ ਤੱਕ ਦਾ ਉਤਪਾਦਨ ਕਰਦੇ ਹੋਏ 1,000 rpm ਤੋਂ 6,000 rpm ਤੱਕ ਦੀ ਸਪੀਡ 'ਤੇ ਕੰਮ ਕਰਨ ਦੇ ਸਮਰੱਥ ਹਨ। ਇਸ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, ਕੁਝ ਮਿੱਲਾਂ ਇੱਕ ਆਟੋਮੈਟਿਕ ਰੋਟੇਟਿੰਗ ਵਾਲਵ ਨਾਲ ਲੈਸ ਹੁੰਦੀਆਂ ਹਨ ਜੋ ਟੈਕਨੀਸ਼ੀਅਨਾਂ ਨੂੰ ਮਿਲਿੰਗ ਚੈਂਬਰ ਨੂੰ ਓਵਰਫਿਲਿੰਗ ਦੇ ਬਿਨਾਂ ਸਮਾਨ ਨਾਲ ਭਰਨ ਦੀ ਆਗਿਆ ਦਿੰਦੀਆਂ ਹਨ। ਓਵਰਫਿਲ ਨੂੰ ਰੋਕਣ ਤੋਂ ਇਲਾਵਾ, ਅਜਿਹੇ ਆਟੋਮੈਟਿਕ ਫੀਡਿੰਗ ਯੰਤਰ ਮਿਲਿੰਗ ਚੈਂਬਰ ਵਿੱਚ ਪਾਊਡਰ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰ ਸਕਦੇ ਹਨ ਤਾਂ ਜੋ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਦੁਹਰਾਉਣ ਦੀ ਸਮਰੱਥਾ ਨੂੰ ਵਧਾਇਆ ਜਾ ਸਕੇ ਅਤੇ ਗਰਮੀ ਪੈਦਾ ਕੀਤੀ ਜਾ ਸਕੇ।
ਕੁਝ ਵਧੇਰੇ ਉੱਨਤ ਹਥੌੜੇ ਮਿੱਲਾਂ ਵਿੱਚ ਦੋ-ਪੱਖੀ ਬਲੇਡ ਅਸੈਂਬਲੀ ਹੁੰਦੀ ਹੈ ਜੋ ਗਿੱਲੇ ਜਾਂ ਸੁੱਕੇ ਤੱਤਾਂ ਦੀ ਵਿਹਾਰਕਤਾ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ। ਬਲੇਡ ਦਾ ਇੱਕ ਪਾਸਾ ਸੁੱਕੀ ਸਮੱਗਰੀ ਨੂੰ ਚਕਨਾਚੂਰ ਕਰਨ ਲਈ ਇੱਕ ਹਥੌੜੇ ਦਾ ਕੰਮ ਕਰਦਾ ਹੈ, ਜਦੋਂ ਕਿ ਇੱਕ ਚਾਕੂ ਵਰਗਾ ਪਾਸਾ ਗਿੱਲੀ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟ ਸਕਦਾ ਹੈ। ਉਪਭੋਗਤਾ ਬਸ ਉਹਨਾਂ ਸਮੱਗਰੀਆਂ ਦੇ ਅਧਾਰ ਤੇ ਰੋਟਰ ਨੂੰ ਫਲਿੱਪ ਕਰਦੇ ਹਨ ਜੋ ਉਹ ਮਿਲਿੰਗ ਕਰ ਰਹੇ ਹਨ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕੁਝ ਮਿੱਲ ਰੋਟਰ ਅਸੈਂਬਲੀਆਂ ਨੂੰ ਖਾਸ ਉਤਪਾਦ ਵਿਵਹਾਰ ਲਈ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਉਲਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ ਜਦੋਂ ਕਿ ਮਿੱਲ ਦਾ ਰੋਟੇਸ਼ਨ ਬਦਲਿਆ ਨਹੀਂ ਜਾਂਦਾ ਹੈ।
ਕੁਝ ਹਥੌੜੇ ਮਿੱਲਾਂ ਲਈ, ਕਣਾਂ ਦਾ ਆਕਾਰ ਮਿੱਲ ਲਈ ਚੁਣੇ ਗਏ ਸਕਰੀਨ ਦੇ ਆਕਾਰ ਦੇ ਅਧਾਰ ਤੇ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਆਧੁਨਿਕ ਹਥੌੜੇ ਮਿੱਲਾਂ ਸਮੱਗਰੀ ਦੇ ਆਕਾਰ ਨੂੰ 0.2 ਮਿਲੀਮੀਟਰ ਤੋਂ 3 ਮਿਲੀਮੀਟਰ ਤੱਕ ਘਟਾ ਸਕਦੀਆਂ ਹਨ। ਇੱਕ ਵਾਰ ਪ੍ਰੋਸੈਸਿੰਗ ਪੂਰੀ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਮਿੱਲ ਸਕ੍ਰੀਨ ਦੁਆਰਾ ਕਣਾਂ ਨੂੰ ਧੱਕਦੀ ਹੈ, ਜੋ ਉਤਪਾਦ ਦੇ ਆਕਾਰ ਨੂੰ ਨਿਯੰਤ੍ਰਿਤ ਕਰਦੀ ਹੈ। ਅੰਤਮ ਉਤਪਾਦ ਦਾ ਆਕਾਰ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਬਲੇਡ ਅਤੇ ਸਕਰੀਨ ਜੋੜ ਕੇ ਕੰਮ ਕਰਦੇ ਹਨ।
ਪੋਸਟ ਟਾਈਮ: ਅਗਸਤ-08-2022